质量可靠
品质保障,精益求精


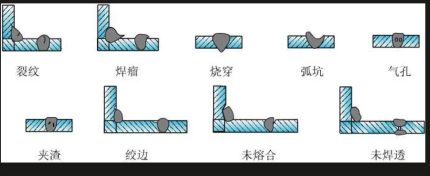
钢结构厂房现场焊接质量控制:常见缺陷与防治措施
[ 发布时间:2026-06-07 12:31 ]
焊接是钢结构连接的核心工艺,焊缝质量直接决定厂房的安全性与耐久性。然而,现场焊接受环境、人员、工艺等多因素影响,缺陷率远高于工厂预制。本文梳理钢结构现场焊接中6类常见缺陷,分析产生原因,并提供可执行的防治措施和验收标准。
| 因素 | 工厂预制 | 现场焊接 |
|---|---|---|
| 环境条件 | 室内恒温恒湿,可控 | 露天作业,风、雨、低温、高湿影响 |
| 焊接位置 | 平焊为主,可翻转 | 立焊、仰焊、受限空间 |
| 设备条件 | 固定电源,专用工装 | 移动电源,电压波动 |
| 质量管控 | 专职质检,过程记录 | 抽检为主,难以全覆盖 |
表现形式:热影响区或焊缝金属中出现缝隙,可分为热裂纹、冷裂纹(延迟裂纹)。
主要原因:
防治措施:
表现形式:焊缝内部或表面的圆形孔洞。
主要原因:
防治措施:
表现形式:母材与焊缝金属之间或层间未完全融合。
主要原因:
防治措施:
表现形式:母材在焊缝边缘被熔化形成凹槽。
主要原因:
防治措施:
表现形式:焊缝中残留非金属熔渣。
主要原因:
防治措施:

表现形式:收弧处产生的星形裂纹。
主要原因:收弧过快,未填满弧坑。
防治措施:采用收弧板或回焊填满弧坑。
| 级别 | 检查人 | 检查内容 | 时机 |
|---|---|---|---|
| 自检 | 焊工本人 | 焊缝外观、尺寸、焊渣清理 | 每道焊后 |
| 互检 | 班组长 | 抽检自检标记、外观质量 | 每日收工前 |
| 专检 | 质检员 | 无损检测、记录归档、不合格标识 | 全部焊缝完成后 |
| 检测方法 | 适用缺陷 | 优点 | 缺点 |
|---|---|---|---|
| 超声波探伤(UT) | 内部气孔、夹渣、未熔合、裂纹 | 灵敏度高,深度定位准 | 对操作人员要求高 |
| 磁粉探伤(MT) | 表面及近表面裂纹、发纹 | 快速直观 | 仅适用于铁磁性材料 |
| 渗透探伤(PT) | 表面开口缺陷(裂纹、气孔) | 操作简单 | 不能检测内部缺陷 |
| 射线探伤(RT) | 内部缺陷,图像直观 | 可留存底片 | 成本高,有辐射 |
现场常用组合:
| 环境因素 | 控制要求 |
|---|---|
| 风速 | 气体保护焊≤2m/s,手工电弧焊≤8m/s,超标搭防风棚 |
| 湿度 | 相对湿度≤90%,潮湿环境焊前烘干母材 |
| 温度 | 0℃以下需预热;-10℃以下停止露天焊接 |
| 雨雪 | 严禁露天作业,搭设防雨棚 |
| 缺陷类型 | 允许范围 | 超标处理 |
|---|---|---|
| 裂纹 | 不允许 | 返工,重新探伤 |
| 气孔 | 每50mm焊缝长度≤1个,直径≤0.5mm | 打磨补焊 |
| 咬边 | 深度≤0.5mm,长度≤10%焊缝长 | 补焊 |
| 余高 | 0-3mm(对接焊缝) | 打磨 |
| 弧坑 | 必须填满 | 补焊 |

如果您正在建设钢结构厂房,对焊接质量有更高要求,欢迎私信“焊接+项目名称”,金博远免费提供一份焊接质量控制计划(WPS)模板。
金博远(北京)钢结构工程有限公司
16年经验 | 二级资质 | 焊接质量可追溯



 京公网安备11011302007984号
京公网安备11011302007984号